Bem vindo à


É um padrão reconhecido internacionalmente que define os requisitos para um controle eficaz da segurança alimentar.

Easy intuitive operation, according to your needs.
1800W
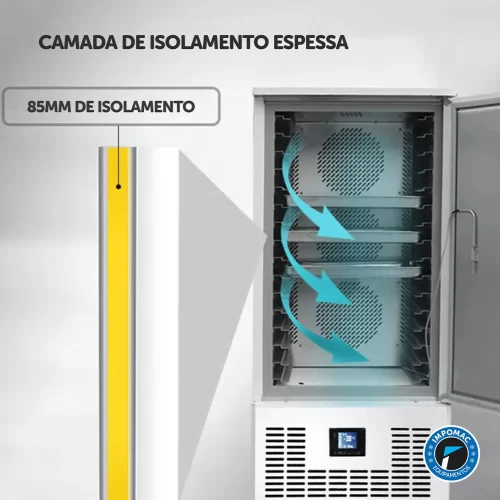
Thermal insulation layer with cyclopentane
Everything is simple and intuitive in the installation process.
Comporta 15 bandejas tipo GN de 65mm de profundidade ou formas padrão de confeitaria (40x60cm).

By electric heating

38kg / 240min
We have specialized technical assistance.
1 year from factory.