Bem vindo à


É um padrão reconhecido internacionalmente que define os requisitos para um controle eficaz da segurança alimentar.

Manejo fácil e intuitivo, según sus necesidades.
1800W
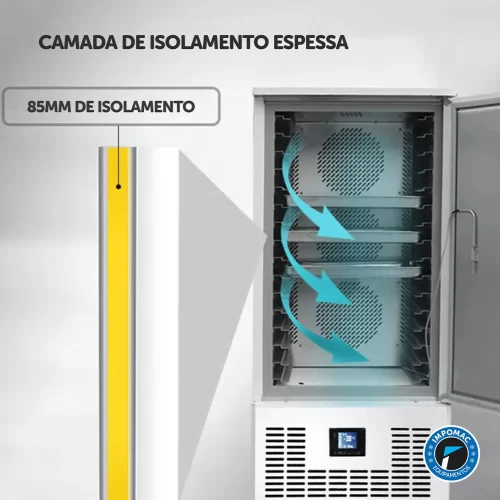
Capa de aislamiento térmico con ciclopentano.
Todo es simple e intuitivo en el proceso de instalación.
Comporta 15 bandejas tipo GN de 65mm de profundidade ou formas padrão de confeitaria (40x60cm).

Por calefacción eléctrica

38kg / 240min
Contamos con asistencia técnica especializada.
1 año desde fábrica.